
Title: | Research Paper: The life and times of Michaelchurch Mill |
Date: | 1241-2007 |
Contents1. Introduction 2. Memories 3. Water Power4. Wheels and Cogs5. The Stones6. Working the Mill7. History of the Mill8. Millers in Michaelchurch9. Mill Layout10. Changing Times11. The Corn Mill Today12. Acknowledgements |
|
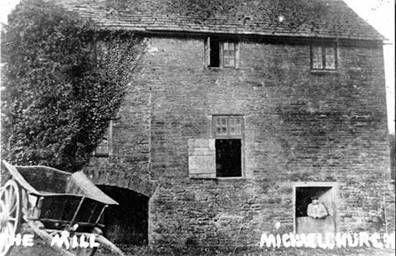
| Michaelchurch Mill c.1901 Charles Price, the miller, is at the door |
1. Introduction
It is difficult to find any sort of continuity of documentation for the history of an enterprise that goes back to the times of the Norman Marcher Lords and perhaps even earlier. Inevitably, perhaps, more therefore remains unknown about Michaelchurch Mill than has been discovered and written in the following pages. Indeed, it is difficult to know even some of the fundamentals for certain, such as whether today’s mill occupies exactly the same site as its predecessors over successive generations. The chances are that it does – the lie of the land that determines the position of a mill does not change significantly even over centuries, nor is it an accident that roads become established to and from mill sites. Even so, until relatively recent times much of what we know of the history of the mill has been inferred or deduced from a wider historical narrative, and this account should be read in that context. It has also been a considerable but fascinating challenge to try to condense seven centuries of milling in Michaelchurch Escley into a few pages.
2. Memories
“The farmers brought their grain to grind into animal feed, and brought what wheat they had grown to make into flour. We used to charge ninepence a hundredweight for animal feed. But the wheat was two processes, so that was eighteen pence - one and six. They brought it here and collected it in two or three days, as soon as we could get it ready. It was quite a meeting place; two or three gathered together waiting, and would have a drop of cider....”
Warren Lewis - miller
(1925 -1930)
Warren Lewis was the miller in Michaelchurch Mill from 1925 to 1930, and visited the mill several times during and after its conversion to a dwelling in 1985. He had much to say about the way things used to be in the mill, and those memories, in his own words, are used throughout this paper to help bring the realities of working a mill to life. Many other local people also have memories of the mill, and some of these too are included where they cast additional light on aspects of the mill’s history.
3. Water power
The mill is powered by an overshot iron wheel, twelve feet in diameter and three feet six inches wide. It has thirty six buckets, and the driving force is generated by the weight of the water retained by these buckets as it enters the top of the wheel and then falls under gravity to be discharged at the bottom as the wheel turns. This particular wheel will develop about twelve horsepower, sufficient to drive the two pairs of four-foot diameter millstones and the other ancillary equipment in the mill.
There is evidence that a rather smaller waterwheel was in place at one time, which most likely would have been made of oak. The current wheel was probably installed in the mid 1800’s along with the other cast iron drive cogs, when the technology for making large-scale iron castings had become widely established.
|
|
Such an iron wheel would have cost around £340 in 1860, the equivalent of many thousands of pounds today. The waterwheel now at Michaelchurch is thought to have been manufactured in Hereford by Thomas Bray, who worked as an engineer and millwright based in Blackmarstone Street. Cassey’s ‘History, Topography and Directory of Herefordshire’ shows Thomas Bray trading as a wheelwright in 1858, but by the time he advertised his business in Littlebury’s 1876 ‘Directory and Gazetteer of Herefordshire’ he was involved in a much wider range of activity including an iron and brass foundry.
The water to drive the mill is extracted from the Escley Brook at a weir about 400 yards upstream. There a sluice gate controls the flow into the leat which brings the water to the rear of the mill. Two intermediate drains automatically regulate the water level by discharging any excess back into the brook.
Memories
“In the summertime we couldn’t do very much. Well, we stanked the water up you see, and that would only last for perhaps an hour at the most and then we had to stank again. People knew it was no good bringing anything there then. The river would get very low in those days.”
As with any watermill, the flow of water was a critical issue at Michaelchurch. It is estimated that under full working load a constant supply in excess of 200,000 gallons per hour would have been needed to drive all the machinery here, although the oral history suggests that in practice both pairs of millstones were rarely run at the same time, perhaps because this amount of water was seldom available. To compensate for rises and falls in the river level, in times past the leat fed a mill pool [filled in during the building conversion in the 1980’s], which provided a working reserve at times of low water in the Escley Brook, and allowed the miller a degree of independent control. These days a sluice gate controls the flow of water to the wheel through an underground pipe directly from the head race. Once the water has passed over the wheel it escapes through the tail race. This is a large stone culvert which goes under the Vowchurch road to emerge just downstream of the bridge.
Memories
“The pool up there, they call it Pool Wood now, no that wasn’t ever in use when I can remember. It used to feed the mill but it must have been a long time ago before I can remember. Of course there was still water running down through there in those days, though.”
|
|
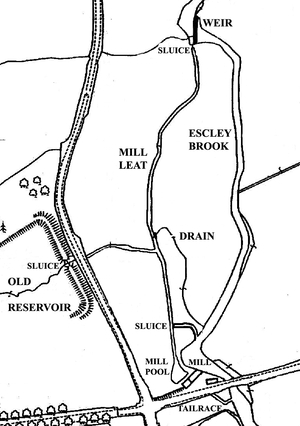
Shortage of water seems to have been a familiar problem at Michaelchurch. To counteract this, the mill leat was linked at one time to a separate supplementary reservoir providing water catchment from the adjacent hillside to the West of the mill. There is no record of when the earth dam and the sluice were built, but some eighteenth century maps show the reservoir as a fish pool, presumably stocked for the table of the gentry at Michaelchurch Court, just a few hundred yards up the hill. This would only have been compatible with it also serving as a water supply for the mill if there was a fish trap of some sort [perhaps similar to the eel traps that were commonly installed in the headrace of watermills] to prevent the Lord of the Manor’s dinner disappearing into the waterwheel. In any event, the arrangements fell into disuse probably sometime around the end of the nineteenth century [nobody surviving today has any recollection of this reservoir being used to supply water to the mill], but the remains of the stone-built sluice could be seen clearly until the dam was rebuilt during the restoration of the pool by the Michaelchurch Estate in 2002/3.
4. Wheels and Cogs
The waterwheel is carried on a heavy iron axle, running in bronze bearings and braced in an oak bearer frame. The spokes, shrouds and hubs of the wheel are made of cast iron, and are bolted together and held in place on the axle with iron wedges. The shrouds [the rims of the wheel] have curved flanges on the inner face to which the shaped steel buckets are bolted, and is designed in a way that allows the buckets to ‘nest’ partly inside each other, thereby maximising the amount of water retained and thus the efficiency of the wheel. The steel backing plates are bolted to a lip on the underside of the shroud, and the buckets are in turn also bolted to the backing plate to give a rigid structure that holds about ten gallons [about one hundred pounds weight] of water in each bucket. This design also ensures that all the components can be assembled and disassembled in a confined space when maintenance or replacement of any part is necessary.
Memories
“There wasn’t much maintenance with the waterwheel itself. That was just a wheel on bearings. You just had to see that the bearings were all right. Then there was two pairs of stones. One pair was for the farmers’ feed and the other one was for flour. They were kept separate.”
On the same axle as the waterwheel, but inside the mill, is the pit wheel - the main driver for all the mill machinery. In total this assembly weighs several tons, but when properly set up and balanced it can easily be turned by hand. The pit wheel is about seven feet in diameter and is the sturdiest of all the gear wheels because it carries the heaviest load. As its name implies, the bottom half turns in a pit cut into the floor, since space inside the mill was at a premium. At Michaelchurch it is wedged with wood packing onto an octagonal hub attached to the axle, and thin steel wedges are driven into the wood where necessary to adjust its alignment and make sure the wheel runs true. The periphery of the wheel is bevelled and has sixty four slots in the casting to accept shaped wooden teeth. The pit wheel was originally made for an octagonal wooden axle tree [hence the separate hub that adapted it to fit the round metal axle installed later] and therefore dates back earlier than the waterwheel and spur wheel, perhaps to the early 1800’s. This disparity of dates is quite common in watermills, since the old wooden pit wheels rotted more quickly in the damp of the pit than other wooden cogs would have done, and so were usually the first to be replaced with metal. The pit wheel and wallower, below, were usually replaced as a matched pair.
|
|
| The running gears at Michaelchurch Mill |

The pit wheel meshes with a bevelled cast iron pinion about two feet six inches in diameter called the wallower [or waller wheel]. This is mounted on the octagonal upright shaft and locked in place with wooden wedges. It translates the motion of the pit wheel through ninety degrees from the vertical to the horizontal plane. The gearing effect of 64 teeth on the pit wheel linking with 23 teeth on the wallower also means that the upright shaft rotates at about three times the speed of the waterwheel. The odd number of teeth on the wallower means that it is known as a ‘hunting cog’ – running against an even number of teeth on the pit wheel meant that on every rotation a different tooth on the pit wheel was engaged so that wear was kept even on both gears.
Above the wallower on the upright shaft is the great spur wheel. Approximately seven feet in diameter, this transmits the drive to the millstones by engaging with two iron gears known as the stone nuts. These were located either side of the great spur wheel, underneath the millstones which are on the floor above. From each stone nut a stone spindle rose vertically through a bronze bearing, known as the neck box, in the centre of the bedstone above [the stationary millstone of the pair].The runner stone was mounted on the spindle, and rotated over the bedstone to give the milling action required. The base of each stone spindle ran in a bronze bearing - the bridging box - mounted on heavy oak beams known as the bridging trees. These are located each side of the upright shaft and supported the weight of the runner stone.
The stone nuts were about eighteen inches in diameter and probably had 25 teeth - again acting as hunting cogs to create even wear. It is possible, looking at the markings on the bridging trees that the two stone nuts at Michaelchurch were of different sizes, with the left hand one being slightly smaller, but this depends on exactly where the missing bridging box on the left side was situated. This kind of disparity occurs in some mills because flour was better ground at a higher speed [ie with a smaller stone nut giving a higher gearing ratio] than animal feed. The great spur wheel with its 126 teeth drove the stone spindles at about five times the speed of the upright shaft. Overall, therefore, the ten revolutions per minute of the waterwheel is stepped up through the gears to drive the one and a half ton runner stones at up to 150 revolutions per minute, the optimum grinding speed for a four foot diameter stone - an overall gearing ratio of fifteen to one. With heavy machinery rotating at these speeds it was absolutely essential that everything was properly aligned and balanced, as well as being securely locked into position. A carefully designed arrangement of wooden and metal wedges holds all the machinery and supporting structures in place, and any of them can be loosened with a few well-directed blows from a club hammer to permit running adjustments when necessary.
Memories
“The metal teeth of the cogs mesh with wooden ones, to cut down the noise. They were of course shaped by hand. Harry Price, who used to work part time on the Michaelchurch estate, made the ones here until he became a full time worker on the estate, and then Bill Powell, the Pear Tree, took over instead.”
Above the great spur wheel is the crown wheel. This engaged a bevel pinion to turn a horizontal lay shaft. Belt drives from the lay shaft transmitted power to the upper floors of the mill to operate the sack hoist, a smutter for cleaning the grain before grinding, and a flour dresser, or bolter. The crown wheel is supported by interlocking compass arms in through mortices in the octagonal Oak upright shaft. These may originally have accommodated the spokes of an earlier wooden spur wheel of compass-arm construction.
Both the pit wheel and the great spur wheel feature replaceable wooden teeth in a cast iron wheel structure; there is no metal-to-metal contact anywhere in the drive mechanism. Dovetail wedges [spur wheel] or nails [pit wheel] were used to secure the teeth in place. This meant that damaged or worn teeth were easily replaceable as part of day to day maintenance. A supply of spare teeth and wedges made by local carpenters was an important part of the miller’s toolkit. The teeth in the pit wheel were traditionally made of Oak for maximum toughness under heavy loads, but those in the spur wheel were more commonly made of fruit wood – Apple or Pear were reputed to be the best, although Beech, Hornbeam and sometimes Holly were also used – which adapted more readily to the metal teeth of the stone nuts and acquired a polish in use that helped the gears run smoothly. However, teeth remaining from the 1940’s in both the pit wheel and the spur wheel were made of Oak, which was probably more readily available in the Michaelchurch area.
5. The Stones
|
|
| A discarded French runner stone at Michaelchurch |

The millstones are of a type known as French Burr, or Buhrstones. These were the highest quality millstones available, and in the mid 1800’s cost the equivalent of £4,000 a pair in today’s money. The special stone used to make them was only found in a few areas around Paris, and they were so highly prized that it is said that trade in them continued even at the height of the Napoleonic wars.
The stone is so hard that it had to be quarried in small pieces, which were graded and trimmed before being fitted together to form a complete millstone. The pieces were held together with plaster of Paris and banded with an iron straps to provide the strength to withstand heavy use in a mill.
There are also examples at Michaelchurch of an old local Wye Valley millstone, and one made from Peak District millstone grit. These were quarried in one piece, but were softer than the French stones, which meant that they not only wore out more quickly, but also lost their edge faster. Since dressing the stones was a slow and expensive business, millers tended to run these kinds of stones too long without proper maintenance. The quality of the meal therefore suffered from not being milled so finely, quite apart from the higher content of stone dust and grit in the flour. Worn out old stones had a number of uses, and at Michaelchurch they have been used in the basement of the mill as foundations for the oak hursting when the mill was last refitted, and therefore predate the present mill machinery.
Memories
“The top stone had to be lifted off and whupped over, and then the old miller, he dressed them. He’d stay about a fortnight, just to do one pair of stones. And if you allowed them to run empty, without any grain coming in the centre, they’d get hot and burn. You could smell them. So you had to be careful.”
|
|
| The “Spanish Cross” |

The runner stone has an eye at the centre through which the grain was fed. It was supported on the stone spindle by a millrynd, or mace, a metal casting fixed to the stone spindle that engaged with a cross-shaped slot [sometimes called a ‘Spanish Cross’] cut into the face of the runner stone. The rynd thus transmitted the drive to the runner stone as well as supporting it, while the cross shape allowed the grain to flow through it into the gap between the runner and bed stones for grinding. The runner stone in the photograph opposite has been modified with two metal trunnions leaded into the old cavities. These would have allowed the stone to run in a gimbal arrangement that helped keep the stone properly aligned when working. This is quite a sophisticated refinement not usually found in small rural mills like Michaelchurch.
The first stage in preparing and maintaining the stones for milling was to make sure the surfaces were absolutely flat. This was achieved by ‘staffing’ the stones with a wooden straight edge, which was spread with red ochre and drawn across the face of the millstone. This picked out any high spots in red, and they could be chiselled flat. The staffing was repeated until the surfaces were level, although the runner stone was sometimes cut very slightly concave to help the grain move smoothly from the eye at the centre to the skirt [rim] of the stones. Each stone was then dressed to produce a pattern of
|
|

sharp edges giving a scissor action to grind the corn as it was fed between them. The most common pattern is to divide the surface of the stone into ten ‘harps’ each divided into four furrows with flat surfaces (lands) between them, although a variety of other patterns are also found. Each of the lands would be ‘cracked’ or ‘stitched’ with fine grooves for an additional cutting action to produce the finest flour. It is said that a skilled dresser could place up to sixteen of these grooves to the inch.
Memories
“There were these ridges in the stone that had to be chiselled out. That was what we called dressing. The chisels had to be sharpened in the way of heat, and then cooled. That was a process of hardening them. Because if they got too hard, pieces would fly out of them. So the blacksmith had to be a man who understood them.”
To maintain the cutting effect, millstones needed to be regularly dressed, typically every 300 or so hours of use, when over two thousand sacks of corn would have passed between them. This was a highly skilled task, often carried out by itinerant craftsmen. It was done entirely by hand, using a steel chisel, or mill bill, weighing up to 3½ pounds.
The bill is wedged in a wooden handle called a thrift. The dresser holds the thrift on a bist - a cloth sack full of chaff or bran - laid on the millstone. With the other hand, he raises the head of the tool and lets it drop onto the millstone. The weight of the tool does the work, and ensures that the entire stone will be struck with the same amount of force. The skill, of course, is in directing the tool as it drops.
|
|
| Millstone dressing tools |

The stone dresser typically had little protection from stone and steel chips which flew off during his work. The metal chisels were usually made by the local Blacksmith, and because the millstones were so hard they had to be sharpened and then retempered after each day’s work. This was a skilled job, and the quality of both the metal and the workmanship was often open to question. If they were not properly tempered, the dresser’s hands and arms would become peppered with metal fragments, which discoloured the skin over a period of years. A miller could assess the experience of an itinerant stone dresser by the extent of these marks, and it is said this is the origin of the expression ‘to show your mettle (metal)’.
After dressing the stones, there was also considerable skill involved in remounting the runner stone so that it ran true and flat on the bedstone. This process was known as ‘brigging’. Various special balancing and setting tools were used, and the stone spindle bearings in the neck box and the bridging box were adjustable to allow any necessary corrections to be made. There was little margin for error with only the thickness of a sheet of paper between the stones when they were running. The weight and speed of rotation involved meant that any contact between the stones could do serious physical damage to the mill. In addition, the mixture of flour dust and air inside a working mill is inflammable under the right conditions, and if the millstones touched the resulting sparks could ignite an explosion.
6. Working the Mill
Before grinding, the grain had to be passed through a machine known as a smutter, [sometimes called a fanning mill] to remove dirt and debris picked up during harvesting, along with any smut or rust [fungus]. A large fan blew air through the grain as it fell through rotating separator screens, usually a wire mesh cylinder, and the clean grain was then hoisted to the bins in the top floor of the mill to be fed through the millstones.
|
|
| Fully rigged millstones: these are at Clodock Mill |

The best quality pair of four foot diameter French stones in Michaelchurch Mill ground about five bushels of wheat an hour for breadmaking. This yielded about three hundredweight of coarse flour or 2 cwt. of fine dressed white flour. The second pair of stones was used for animal feed, which was ground more coarsely and therefore passed through the mill more quickly, processing about twice as much per hour.
|
|

A critical part of operating the mill, which governed the quality of the flour and the working life of the stones, was tentering, or adjustment of the gap between the stones as they worked. This adjustment was usually made by raising or lowering the bridging tree, and hence the stone spindle and the runner stone. Some mills have sophisticated mechanisms for achieving this, but at Michaelchurch it was done by means of threaded bolts turned with a handspike, as shown in the picture opposite. Despite the crude appearance, relatively fine adjustments could be made this way. The miller would periodically take a handful of the meal as it came down the spout from the stones, and rub it between fingers and thumb to judge the quality of the grinding and whether the mill was working properly. This is said to be the origin of the expression ‘rule of thumb’. If the millstones needed adjusting the tentering screw was immediately to hand.
Memories
“There were different grades of flour, coarse and fine, and then the bran, that would be for the pigs. Of course in those days they didn’t bleach the white flour, I mean they do that now, don’t they. So the home made bread in those days wasn’t like our bread now, it wasn’t as white”
At the same time the miller had to control the flow of water to ensure the machinery ran at a steady speed, and also maintain an even feed of grain from the hoppers into the eye of the runner stone. This was a skilled job, requiring considerable experience and concentration. A variety of ingenious mechanisms [usually involving levers, ropes and pulleys] were devised by millers to allow them to control and adjust as many aspects of the mill’s operation as possible from the spout floor, to minimise the need to clamber up and down the steep steps to the other floors.
Memories
“After the grain had been smashed, it had to be taken back up to the top and tipped into the flour dresser. That was a silk cloth, revolving. And that sieved it. With this job you had to pay attention. Because sometimes the cloth would get too heavy and tear. There was a lot of dust. I never heard of anybody getting ill with it. But it’s not ideal.”
For making flour, a second pass through the mill was required. The meal emerged quite warm from the millstones and was allowed to cool in the meal bins on the spout floor. Then it was put into sacks, hoisted back up with the chain hoist and tipped into the flour dresser, or bolter, to be sieved through a silk cloth and bagged. The extra work of two passes through the mill doubled the amount the miller charged his customers. Millers also traditionally had a reputation of being less than completely honest; a hundredweight of wheat yielded about seventy pounds of white flour, the rest being bran and ‘middlings’, but these quantities were far from certain and millers could easily levy their own unseen toll of the meal or flour as it passed through the mill, or substitute poorer quality, cheaper grain for that brought by their customers. Farmers were of course well aware of these tricks, and there is no suggestion that this happened in Michaelchurch.
Memories
“From a hundredweight of wheat they’d get about seventy pounds of flour. The rest was bran, and what we called middlings. That and the bran as well was used for animals. For brown bread that would have to be left. That was wholemeal then. But our bread was all white.”
|
|
| The roof of Michaelchurch Mill c.1985 – the sack hoist pulley is top left |

With substantial quantities of grain, meal and flour being moved around in the mill, the sack hoist was one of the most important of the miller’s working aids. Driven by a belt from the lay shaft, the chain wound round a windlass and over a pulley at the top of the mill, and then came right down through trapdoors in each floor. There was a loop in the chain that was slipped over the neck of the sack, which could then be hoisted through trap doors to any floor of the mill. The exact mechanism used to activate the hoist at Michaelchurch is not known, though most mills used a ‘slack belt’ system - a kind of primitive clutch.
Despite the ingenuity of the various ways of harnessing water power, running a mill involved hard physical work. Each of the three floors of the mill housed different processes requiring the miller’s regular presence. On the top floor the grain bins had to be checked and kept filled. On the stone floor the running of the stones and the dresser had to be carefully watched, and this was also where the grain was received and the finished flour or animal feed was delivered onto the farmers’ wagons. In the cog hole, or spout floor, sacks had to be filled and weighed, wheels greased, and running adjustments made. This meant plenty of exercise, although judging by some of the miller’s memories it did not get too much in the way of socialising with the customers over a drink or two when the opportunity arose.
7. History of the Mill
Memories
“I don’t know how old the mill is, I’ve never heard that. It’d be 200 years, anyway.
All the big farms as far as Vowchurch and Peterchurch used to bring their grain up here. There was nowhere else they could take it.”
There is indirect evidence that Michaelchurch Mill was established prior to the death of the Marcher Lord of Ewyas, Walter de Lacy II, in 1241. Documents from the early 1300’s refer to three established mills in Ewyas Lacy around that time, which were part of Walter de Lacy’s estate passed down to his heirs. These were Castle Mill, Cradockes [Clodock] Mill and Eskelly [Eskley] Mill, which is in turn identified in later records as Michaelchurch Mill. William Rees’ map of South Wales and the Borders in the 14th century places a mill at ‘St. Michael’s’, and there is direct documentary evidence of a watermill working in Michaelchurch Escley in the early 1500’s, mid 1600’s and from the early 1700’s up to modern times. Michaelchurch Mill appears on Isaac Taylor’s maps of Herefordshire in 1754 and 1786, on Bryant’s map of 1835, on the Tithe map of 1843 and on later Ordnance Surveys up to the present. Apart from a brief period between 1590 and 1600 when the mill was said to be in ruins, perhaps because of fighting in the Border country, it seems likely that Michaelchurch Mill operated continuously for at least 700 years before milling finally ceased in 1942.
The first written description of the mill appears in a survey of the Michaelchurch Estate c.1830. This noted a blacksmith’s shop adjoining to and occupied with the mill, that a new mill house had been built on a fresh site and that the mill had recently been put in good working order “with piggeries now erecting”.
The new mill house referred to was built just across the road from the actual watermill, which had no living accommodation. The new property seems to have encouraged diversification of the millers’ business. By 1871 Thomas Realey was running a shop there and by 1891 his widow was also running it as a Post Office, as her successors have done up to very recent times.
Memories
“We sold everything, including this bread which was a great thing. Our oven would hold 32 four-pound loaves. Round. A loaf would take two hours to bake. And the fire had to be lit first, to hot it up ready to cook the dough. I could roll these four pound loaves, one in each hand.”
By 1917 the mill house had additionally incorporated a bakery with wood-fired ovens in ‘the back kitchen’, capable of baking 32 four-pound loaves at a time from flour produced at the mill. In the 1920’s and 30’s the bread was widely distributed locally.
Memories
“We used to send the bread into Hereford and Abergavenny once or twice a week, on the bus. They had it for miles around. It was quite different from today’s bread, it would keep for a week. The yeast would come from Hereford, and we’d put lard in, from the pig, home-produced”
According to Warren Lewis, who worked as both miller and baker at the time, the best burning wood for the ovens was Alder, which was bought by the ‘cord’ – a stack of timber measuring about four feet wide, four feet high and eight feet long. However, it was not always easy to get; there was competition from the shoemakers, who used it for making wooden clogs. The wood-burning bread ovens became redundant after baking was moved to new steam ovens installed in the corn mill in 1945, and they were demolished and removed from the Mill House in the 1960’s.
8. Millers in Michaelchurch
Throughout its working life and until it was sold in 1985 Michaelchurch Mill remained in the ownership of the various Lords of the Manor of Ewyas Lacy, whose local tenant farmers were almost certainly bound to the mill by the custom of ‘suit and soake’. This would have forced them not only to take all their corn and grist to be ground at the mill, paying the designated ‘tolls’ or taxes for the privilege, but also to assist with the maintenance of the leat, pools and sluices. In the list of millers below, the names of the Lords of the Manor to whom each of them owed his living are given in square brackets.
Few records of millers’ names have been found prior to 1719 when the first surviving Parish Registers commence, and it is not until 1776 (when the Land Tax records begin) that there is a reasonably reliable and continuous trail of documentary evidence. Even then, a few uncertainties and gaps remain in the list of occupants of the mill, because the surviving documentation is by no means complete or easy to follow. However, the following people are known to have earned their living as millers in Michaelchurch Escley over the years.
c. 1241 | Millers unknown | [Walter II de Lacy] |
It is thought that Michaelchurch Mill formed part of the Hundred and Lordship of Ewyas Lacy by the time of Walter II de Lacy’s death in 1241, and may date back even earlier. The evidence for this arises from the peculiar provisions of Walter II de Lacy’s will in which the Lordship of Ewyas Lacy was split between his two granddaughters Margery and Maude, who were each given a moiety of both the lands and the mills. A moiety of Michaelchurch Mill continued to be held by successive Lords of the two parts of Ewyas Lacy for many centuries, and later documentary references to this unusual type of ownership as the two estates devolved separately by succession provide the links back to the inheritance of 1241. There is no reference to Michaelchurch in the earlier Domesday books, but their coverage of this part of the border [at that time regarded as being in Wales] is very sketchy, and this does not necessarily mean that there was no earlier mill here.
c. 1327 | Millers unknown | [Theobald de Verdon] |
In ‘Inquisitions’ [Reference Vol.III/VII, 83 at Herefordshire Record Office] dated in the first year of the reign of Edward III nine writs are recited under Theobald de Verdon. Included is reference to a moiety of three mills [not named] in Ewyas Lacy. It is reasonable to presume that these are Castle Mill, Cradockes [Clodock] Mill and Eskelly [Michaelchurch Eskley] Mill, the moieties of which are referred to in later documents.
c.1504/5 | John ap Henry | [King Henry VII] |
The Ewyas Accounts of 1504/5 [private research - National Archive reference G33/1/4-5] under ‘farm rents of mills’ include an entry of ‘13s 4d of farm rent for the moiety of a mill called Eskelly [by] John ap Henry this year’. These accounts refer to only three mills in Ewyas, being Castelmyll [which ‘lies ruinous and totally in decay’], Cradockesmyll [likewise in decay] and the mill called Eskelly. The reference to the farm rents of ‘a moiety’ of each of the three mills, however, provides a link back to earlier records [above].
c. 1508/9 | David ap Philip ap Rees | [King Henry VIII] |
In the Ewyas Lacy records ‘Exitus Molendinorum’ [National Archive reference SC6/HENVIII/1341] there is an entry [in Latin] to the effect that ten shillings rent has been paid for the water mill of Michaelchurche by David ap Philip ap Rees.
c. 1594-1600 | Lewis Gilbert & Harry Watkin | [Sir Arthur Hopton] |
In the manorial accounts of the Lordship of Ewyas Lacy [Gwent Record Office, reference D1583.107.2] the entry made by the bailiffs for each of the above seven years reads ‘Of any profits issuing from a moiety of the mills called Castle Mill, Uske Mill otherwise Michell Churche, and Cradok Mill had this year as in divers years preceding, nothing, because for many years past they have been thrown down and are totally in ruins’. This is the only known reference to ‘Uske Mill’ as an alternative name for Michaelchurch Mill, and it is most probably a mis-spelling of Eskelly or Eskle. There is no reference to when or for what reason the mill fell into ruin, although earlier Ewyas Accounts of 1505 noted many defaults of rent ‘for want of tenants, because the tenants who lately had the said lands and tenements, and which said lands and tenements were destroyed and burned by the invasion and appropriation of the Rebels of our Lord the King in parts of Wales, relinquished them into the Lord’s hands by reason of their poverty’. At that time and up to 1509 Michaelchurch Mill was still working, but might easily have subsequently suffered a similar fate as troubles and armed conflict continued in the border country.
c.1642-1652 | James Harry Howell | [Sir Ralph Hopton] |
In a ‘quitclaim’ of 6th March 1642 [reference Herefordshire Record office P82/11/8836 LC Books], James Harry Howell releases the water corn or grist mill and three acres of adjoining land in Michaelchurch Escley to Phillip Watkine of Ewyas Harold, apparently as security for a loan [mortgage].
1652-? | William Thomas | [Major-General Thomas Harrison] |
A release dated June 1652 [reference Herefordshire Record Office P82/11/8837 LC Books] records the sale by James Harry Howell to William Thomas for £22 of “all that messuage or tenement wherein William Thomas now inhabits, one garden, one water corn or grist mill and one parcel of meadow ground adjoining the said mill containing by estimation two days and a half of hay or thereabouts, together with all yards, banksides, waters, watercourses, easements, banks, sluices, weirs, ponds and materials, lying in the parish of Michaelchurch Escley between the river of Escley , the lands late of Abraham Powell deceased and a parcel of land of the said William Thomas called Cae Mawre.” An indenture of the same date [reference Herefordshire Record Office P82/11/8843 LC Books] records the assumption by William Thomas of the mortgage held by Phillip Watkine, with a principal of £60, and interest payments of three pounds twelve shillings due each year until 1658.
c.1720-1726 | David Harris | [John Jeffreys] |
The Michaelchurch Escley Parish Registers [Herefordshire Record Office] record the burial of David Harris of Michaelchurch (miller) on 27th October 1726.
c.1726-1740 | John Harris | [John Jeffreys] |
The Michaelchurch Escley Parish Registers [Herefordshire Record Office] record that Mary, daughter of John Harris of Craswall, miller, was buried August 19th 1730, and James, son of John Harris of Craswall, Miller, was baptised 21st November 1736. Although John Harris is identified as ‘of Craswall’, and there were at least two mills there (Taylor’s map of 1786 shows Forest Mill and one other upstream of Craswall church), the fact that the burial of Mary and the baptism of James took place in Michaelchurch rather than Craswall leads to a strong presumption that John Harris was practising his trade at Michaelchurch Mill.
c.1776 | Thomas Stanford | [Edward Jeffreys] |
The Land Tax records [Herefordshire Record Office] for 1776 show Thomas Stanford paying the tax and therefore [presumably] occupying and working the mill.
c.1781 | John Mathews | [Walter Jeffreys] |
Reference Land Tax records [Herefordshire Record Office]
c.1788-1791 | Thomas Robinson | [Walter Jeffreys] |
There is a gap in the Land Tax records between 1781 and 1788, but from 1788 to 1791 the tax is shown as paid by Thomas Robinson.
c.1795-1806 | Benjamin Whistance | [Walter Jeffreys] |
Benjamin Whistance paid the Land Tax on Michaelchurch Mill in 1795, 1798, 1804 and 1806; the records do not show the intervening years.
c.1809-1810 | Howell Powell | [Walter Jeffreys] |
Reference Land Tax records [Herefordshire Record Office]
c.1812-1816 | James Johnson | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1817 | William Prosser | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1818-1819 | James Lewis | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1820-1826 | Sylvanus Watkins | [Thomas Daniell] |
In 1823 and 1824 Sylvanus Watkins also appears in the Land Tax records as one of the Land Tax collectors for Michaelchurch Escley. This duty may account for the appearance of one Samuel Price who is shown as paying the land tax on the mill in the year 1823, and may have been working for Sylvanus Watkins at that time.
1827 | John Walters | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1828 | John Wistance | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1829 | Richard Wistance | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
Despite the slightly different spelling of the unusual surname, it is tempting to conclude that John and Richard Wistance may have been related to the Benjamin Whistance who was miller from about 1795 to 1806.
1829 | Joseph Beavan | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1830 | Samuel Morgan | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
c.1832-1835 | Thomas Parsons | [Thomas Daniell] |
Reference Land Tax records [Herefordshire Record Office]
1835-43 | Thomas Gwillim | [Thomas Daniell] |
Between 1835 and 1839, Michaelchurch Estate records [Herefordshire Record Office O19/1] show receipts of £36 per year from Thomas Gwillim for Michaelchurch Mill and lands. In 1840 the rent was increased to £46, although a year later it was reduced again to £40 pa. These were substantial sums at a time when a certain Mr. Winters received a salary of only £30 pa for ‘managing the Estate and superintending repairs, etc.’. The milling business seems to have operated on a sound basis, with regular expenditure on maintenance. Jenkins, Blacksmith, was paid £3-2s-6d for ‘repairing the wheel at the mill’ in 1837, though the quality of his work may have been suspect since the following year Mr. Wheeler, millwright, was paid £24 ‘for repairs at Michaelchurch Mill’. A further disbursement of £18-12s-4d was allowed in 1842. The 1841 census shows Thomas Gwillim as miller, age 35.
1843-c.1846 | William GwillimJames Gwillim | [Thomas Daniell] |
William is shown as ‘occupier’ in the Tithe map records of 1843, and the parish registers show James’ occupation as ‘miller’ in 1844, although the estate records continue to show Thomas Gwillim as paying the mill rent at least until 1846. However, it is about 1843 that the fortunes of the mill decline, perhaps because of a change of management. By the end of that year, rent arrears of £19-8s-7½d had accumulated, rising to nearly £60 by 1845. The annual rent was then reduced to £25, presumably to reflect harder times, but when the surviving estate records cease in 1846 the rent arrears for the mill are still recorded as £51-7s-6d.
c.1847-1851 | John Jones | [Richard Barton] |
In 1847 the Michaelchurch Escley Parish Registers [Herefordshire Record Office] record that John Jones of The Mill was buried on 10th August. Lascelles & Co’s Directory and Gazetteer of Herefordshire, 1851, refers to John Jones as miller in Michaelchurch Escley, ‘the noble mansion of Richard Watson Barton, Esquire.’ This apparent contradiction might be explained if the mill passed from father to son of the same name, although there is no other evidence to confirm this, and Directories of the time are not always accurate.
1851 | James Meek | [Richard Barton] |
The 1851 census describes James Meek, born in Llanvapley, as a ‘journeyman miller’, aged 25, and shows him living at Michaelchurch Court as “servant” to R Barton, Esq. Both he and Mr Bowen [below] were probably working for John Jones or perhaps for his widow who was recorded as running the mill from 1856 to 1858. The 1851 census shows Thomas Gwillim [presumably the previous miller] is still resident in Michaelchurch but his occupation is now given as ‘farmer’.
c.1855 | Mr. Bowen | [Richard Barton] |
The Michaelchurch Escley Parish Registers [Herefordshire Record Office] record the death of Selina Bowen of the Mill, aged 15, who was buried on December 26th 1855. It is inferred that her father was miller at the time.
c.1856-1858 | Mrs Jones | [Richard Barton] |
The Post Office Directory of Herefordshire of 1856 records Mrs Jones as Miller and Shopkeeper in Michaelchurch Escley, and Cassey’s ‘History, Topography & Directory of Herefordshire’ of 1858 contains a similar entry, along with two blacksmiths, a beer retailer, a publican, a carpenter and numerous farmers.
c.1858 | Mr. Thomas | [Richard Barton] |
The Michaelchurch Escley Parish Registers [Herefordshire Record Office] record the death of Ann Thomas of the Mill, aged 2 months, on May 29th 1858. It is inferred that her father was miller at the time.
c.1861 | William Watkins | [Richard Barton] |
Born in Grosmont, William Watkins’ status was shown as “servant”, aged 48, in the 1861 census.
c.1864-1885 | Thomas Realey | [Elizabeth Rawson] |
Cheshire born Thomas and his wife Mary brought stability to the tenancy of the mill, as they settled down and raised a family in Michaelchurch. The census of 1871 shows Thomas as shopkeeper & miller, aged 41 living at the Mill House with his son, three daughters , a servant and a boarder. Evan Evans aged 24, is also shown as a miller at this time. The mill was clearly a profitable business, since in 1877 Thomas Realey was able to lend the local shoemaker, James Griffiths, the sum of £200 by way of a mortgage on property in St. Margarets called Mairissis farm, and a further £40 on the same security in 1879 [Private Collection documents]. These were very substantial sums in those days. The mortgage was redeemed in 1881, and the census in that year shows that Thomas has become ‘miller & farmer of 18 Acres’. His son William was still resident, described as ‘farmer and miller’s son’ and so probably helping in the mill. The last reference to Thomas Realey as miller at Michaelchurch is in Kelly’s 1885 Commercial Directory of Herefordshire.
c.1885-1901 | Mary RealeyWilliam J. Realey | [Elizabeth Rawson] |
In the 1891 census Mary Realey is shown as a widow, age 53, but was now postmistress and grocer as well as miller and farmer. William is shown as ‘miller and farmer’, and was presumably running the mill. There is reference in an 1893 document to a Samuel Jones , from Cheshire, at the mill, and he may have been working as a journeyman miller here around that time, although local directories record Mary Realey as running the mill until 1901.
1901-1917 | Charles Eugene Price | [Henry Randolph Trafford] |
The entry in Jakeman & Carver’s Directory and Gazetteer of Herefordshire of 1902 records Charles Price as sub-postmaster, miller, grocer and provisions dealer, and farmer, continuing the business built by the Realey family. Judging by the minutes of the parish council [Michaelchurch Escley Parish Council Minutes Book, 1891-1973, held privately] he also became a man of some influence in the local community, serving on the parish council from 1901 to 1917, and acting as parish constable from 1901 to 1907. At the parish council meeting of 22nd March 1907 he was elected chairman for the year, and from 1908 to 1917 he served as assistant overseer for the parish, initially at a salary of £12-10s-0 per annum, though this was raised to £20 per annum by vote of the parish council at a meeting on 22nd June 1916.
1917-1925 | Charles Lewis | [Guy Randolph Trafford] |
According to Warren Lewis’s recollections, Charles Lewis married Charles Price’s younger sister, and when the mill passed to her in 1917 he and his family moved from Lower Hunt House, Clodock, where they were farmers, and took over the corn mill, together with the post office [which then included a grocery shop and a bakery] and a smallholding of about 30 acres. Mr. Britain , father of 6, living at Yew Tree Cottage on the Longtown road, was employed as a miller. Charles Lewis continued the tradition of his predecessor by serving on the parish council, which he did from 1921 to 1939.
1925-1930 | Warren Lewis | [Guy Randolph Trafford] |
Warren Lewis recalled that he worked in the bakery for his mother for several years before taking over as the Miller at Michaelchurch about 1925. He operated the Mill until he married c.1930, though it remained in his father’s name. Then he moved to Longtown with his wife, where they ran the Post Office together with a local butchery and meat delivery business for forty years before retiring to Clehonger. At this time there were also a number of local craftsmen whose livelihood depended in part on the Mill. Bill Powell had a carpenter’s shop at the Iron Pear Tree, and made the wooden teeth for the mill machinery. He also made coffins and acted as an undertaker. Blacksmith Burt Davis had his workshop down near the Church at what is now Forge Cottage. He would have made any metal tools for the mill and any running repairs to the machinery.
1930-1942/3 | George Maddy | [Richard Rawson Trafford] |
Local people recall that the mill tenancy still remained in Charles Lewis’ hands, but it was operated by George Maddy. Another local man, Arthur Leighton , also worked at the mill for a few years in the 1930’s, before he left to join the Army.
According to some, around this time a diesel engine was installed to run the mill when water levels were too low for normal working, but others do not remember such an arrangement and there is no physical evidence remaining in the mill to suggest the fixed machinery was ever powered by anything other than the waterwheel. It is of course possible that a separate diesel powered roller mill may have been used somewhere on the premises, or that other equipment such as the bolter was run with the aid of an engine.
George Maddy is remembered as a strong man, with a reputation for winning trials of strength. Such competitions often took place on the floor of the mill on Saturday nights, when local people would congregate there for a bit of entertainment.
The mill was not only grinding flour for the Lewis’s bakery, but also for the local farmers, many of whom grew their own wheat and baked their own bread. It is said that sometimes the wheat was diseased and the flour would come out black, but there wasn’t much money about in those days and apparently the farmers would often take it back and make bread with it anyway, despite the look of it. Barley was also being milled for animal feed, together with so-called ‘Plate Maize’, imported from Argentina [down the River Plate, hence the name]. Times were getting harder for millers, though, and local mills were gradually closing down as demand for their services declined.
Memories
“There was one mill half-way between Vowchurch and Peterchurch, but they ceased during this time. They turned it into a bakery and something. Well, the next mill was at Skenfrith, I believe. That’s a long way off. There were mills at Clodock and Longtown, but they didn’t make flour.”
Milling ceased at Michaelchurch in 1942, although business as a corn merchant continued until 1943, when the mill finally closed after more than 700 years.
1945-1950 | Eric Lewis | [Clare Margaret Hunter] |
Warren Lewis recalled that his younger brother, Eric Lewis, returned from the forces at the end of the war, stripped out the runner stones and other milling machinery and turned it into a bakery with steam ovens. He served as a parish councillor from 1947 to 1950, and as Rural District Councillor in 1948. In 1950 Eric Lewis closed the Mill in Michaelchurch and moved with his bakery business to Kingstone. The corn mill was left unoccupied, and gradually fell to ruin.
1950-84 | Derelict. | [Michael Hunter] |
|
|

The picture shows the mill for sale about 1983. The original stone roof tiles had been stripped off and sold at some stage, but fortunately they had been replaced with corrugated iron, which preserved the interior timbers and structure. The old shed where the carts were kept can be seen to the left of the wheel arch. The building line where the original mill was extended over the waterwheel to create additional storage and machinery space can also be seen clearly. The date when this extension was added is not known. Considering the length of time the building was derelict, the internal roof and ceiling beams were still in remarkably good condition.
1985 | Ronnie Stewart | [Mrs RC Hunter] |
|
|

Michael Hunter, then owner of the Michaelchurch Estate, sold the corn mill freehold to Ronnie Stewart, a local builder, who converted it to a dwelling house. During the conversion the mill pond (photograph opposite) was filled in to accommodate the rear extension, a garage and a patio, but an underground pipe was installed along the line of the original headrace to feed water to the penstock, and so permit the waterwheel to continue to function. Such other machinery as remained in the mill was preserved. The two bedstones were found dumped in the ground outside the mill, and were salvaged. The oak frames and support structure for them still survived intact under the floorboards, so they were relocated in their original positions as a feature in the entrance hall of the house. One of the runner stones was also found, and is embedded in the front patio as a feature.
The Stewart family lived at the property until moving to Michaelchurch House c.1990, after which the mill was let as a holiday home before being sold to the current owners.
9. Mill Layout
The last reference in the records to a major refit of the mill is in the survey of Michaelchurch Estate conducted c.1830. The layout of the three mill floors shown in the diagrams below is therefore probably much as it was then, although the schematics have been developed from the recollections of Warren Lewis and other local people of how things were arranged when the mill was working in the 1930’s.
Memories
“They used the top floor for storing the corn and the flour and that. Once they’d ground it they’d put it in bags and hoist it up. They had hoppers up there to feed it down to the stones and to a machine to get the different grades of flour and to part the bran from the flour.”
|
|
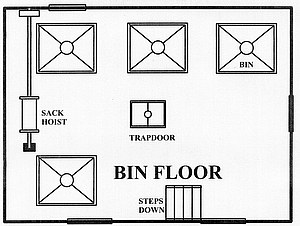
Today, no significant trace remains of the features of the bin floor because all the fittings were either removed at the time of conversion to a bakery in the 1940’s or during the rebuilding of the mill as a dwelling in the mid 1980’s. However, the bin layout is easily deduced from the position of the equipment on the floor below, based on the miller’s recollections. The position of the sack hoist follows from the need for a belt drive up the rear wall of the mill from the lay shaft, and scorch marks on the roof timbers show where the hoist chain ran over a pulley wheel above the trapdoors.
Memories
“The store for the grain and the flour dresser took up a good part of the ground floor. And then the room up above, that was where you had to take it up to feed it into these machines. There was a stair-case inside. Then there was a door, and that was the loading place for when the farmers came to collect their flour”
|
|
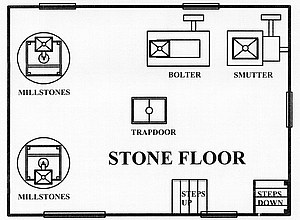
On the stone floor, the millstones were removed and dumped at the back of the mill in the 1940’s after milling ceased. The two bedstones were found and recovered during the conversion of the mill in 1985 and have been replaced in their original locations in the supporting oak frames that had been left intact below. The millstone ’furniture’ would have been positioned accordingly, as shown. The store was in the extension over the top of the waterwheel. The positions of the flour dresser and smutter are shown as Warren Lewis recalled them, but the exact arrangements by which they were driven from the lay shaft are not clear.
Memories
“Down the bottom there was all the chutes the flour came out of, you know, the different standards of flour, there were several different varieties, coarse and fine, and they’d hook sacks on, and there was a bin or two in there. The flour was coming from upstairs where the stones were.”
|
|
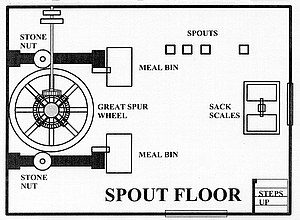
On the spout floor things are still [with judicious restoration] much as they used to be. The hursting (the oak frame supporting the machinery and the stones) remains essentially intact. The axle [watershaft], waterwheel and pit wheel are preserved, as is the upright shaft with its drive gears. The stone nuts and stone spindles were removed about 1945 when the mill was converted to a bakery, and have been lost. However, if suitable replacements were found they could be reinstalled, since the bridging trees, one of the bridging boxes and the neck boxes in the bedstones remain. There is, however, no evidence of how the stone nuts were engaged and disengaged with the spur wheel. At Pontys Mill nearby, which has a very similar layout, this was done by lifting or lowering them with a screw mechanism, but there are no marks or mountings on the bridging beam to suggest a similar arrangement at Michaelchurch. Presumably here disengaging the drive to the stones was a matter of levers, wedges and brute force.
The meal spouts from each pair of millstones have been rebuilt and refitted in their original positions, which were clear to see from the marks left on the hursting. The other spouts from the flour dresser and the smutter are long gone and their exact position is not known, because the ceiling timbers and floorboards were replaced during the conversion of the mill in the 1980s. In any case, the machines they served are long gone, and they have therefore not been refitted.
Memories
“The supplies had to be stored up above. There was a long chain that came right down from the top, and then it wound round a long beam. There was a loop in the chain you had to slip over the neck of the sack. So that saved us running up and down the stairs. And that was driven by the water power as well”
|
|
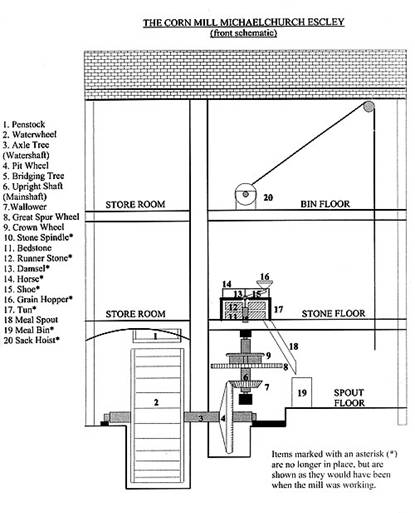
From the front aspect, the various stages in the development of the mill can clearly be seen. Originally the waterwheel was mounted externally, and the structure on the right hand side of the wheel was the entire mill. However, space would have been very limited once the smutter and bolter on the stone floor and the bins on the top floor were taken into account. At some point [perhaps in the 1830’s when the Mill House opposite was being built and considerable investment was being made by the owners of the estate] an extension was built over the waterwheel to create two new store rooms adjacent to the stone floor and bin floor. This would have made it considerably easier for the miller to go about his work in the old part of the mill by creating storage space for work in progress. The added flexibility for deliveries and collections would also have improved the efficiency of day to day operations considerably.
Memories
“The shed alongside the mill, that’s where they used to keep the horse traps and carts, out there on the side of the mill right beside the mill wheel. The carts would be needed for farm work as well, because you know there were several fields belonging to the mill that had to be attended to.”
|
|
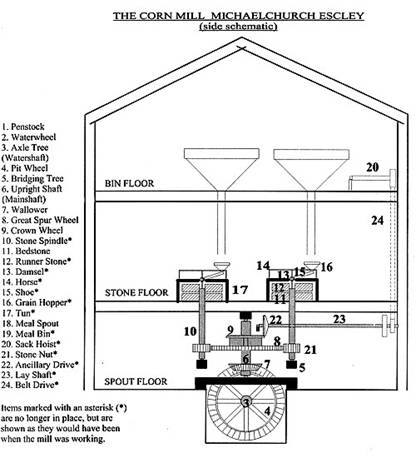
The side aspect of the mill shows how the use of the spur wheel and stone nuts allows two pairs of millstones to be run, where in much earlier times the waterwheel would have driven just one pair of stones directly via the pit wheel and wallower. The lay shaft mechanism driven from the crown wheel was also crucial, providing power not only to the sack hoist but also to the smutter and bolter on the stone floor. A replacement lay shaft [salvaged from Cagebrook Mill] is awaiting remounting above the crown wheel as and when a suitable bevel drive gear can be found, and the original position of the shaft is evident from a crude repair to the mill wall where the end bearing was embedded. The other support bearing was mounted on an oak lever, which is still in place, arranged so that the drive gear could be lifted and wedged in or out of mesh with the crown wheel, depending on whether or not the miller wanted to run the other machinery in the mill.
10. Changing Times
|
|
| Bamford roller mill c.1910 |

The introduction of iron roller milling spelled the beginning of the end for small watermills producing stone-ground flour and animal feed. The decline accelerated as first steam, then oil and electricity provided more efficient and reliable sources of power for fewer and larger commercial flour mills. At the same time the traditional ties of tenant farmers to the estate-owned mills were loosening and more farmers were buying their own farm mills, driven from tractors or stationary engines. Water milling also involved hard physical labour and long hours, which grew less and less attractive as price competition slashed the millers’ income and other kinds of employment perhaps offered an easier life. In parallel, many of the local crafts and other services on which the mills depended were in steep decline, and with fewer millwrights, carpenters, stone dressers, blacksmiths and so forth it became ever harder and more costly to maintain the machinery or find replacement parts. Thus, as with so many other small local concerns, the economics of competition and technological progress gradually forced them out of business.
Many mills were simply run into the ground for lack of money to maintain them, and left
|
|
| The old waterwheel at Michaelchurch, c.1985 |

derelict or scrapped when the machinery finally wore out. Others were finished off by the Second World War, when rationing and other measures meant that farmers had to sell their wheat rather than taking it to be milled locally. At Michaelchurch the race between these two fates was a close-run thing. The surviving millstones are worn down so thin they must have been dangerous to work towards the end, and they look as though they had been run for a long time since they were last properly dressed. The bronze bearing at one end of the main waterwheel axle had broken up as well, and it appears from the severe wear on the axle and the bearer casting that the mill was run in this state for several years. This must have been hazardous as well as creating a lot of noise and vibration because the waterwheel was not running true. If the war had not intervened, the mill would have been unable to operate for much longer anyway without a major refit. It is highly unlikely that the money would have been available for such a major investment even if there was the will to keep going.
Memories
“You know, in those days people would go down there in the mill, on the floor beside the chutes that produce the ground wheat. It was a sort of meeting place, on a Saturday night, and anybody who had a minute or two to spare, that’s where they’d come to have a little bit of entertainment”
When the watermills closed down a whole way of life went with them. The livelihoods and skills of the local craftsmen who built and maintained the mills finally vanished - not to mention those of the millers themselves. Equally, the social and commercial fabric of the communities they served changed permanently, though this change was also being driven by broader trends breaking down the traditional rural economy.
Memories
“There’d only be one man working the mill at a time. At a busy time the mill would have to be going most of the day. From nine o’clock till six at night. But I’ve been in there working till twelve at night. Well, then the war came and all that more or less faded out. We finished with it in 1942 or 3.”
|
|
| Renaissance at Michaelchurch, 1985 |

Of the 49 known watermills that once worked on the river Monnow and its tributaries (including the Escley), none are milling corn today. Most have either fallen to ruin and vanished, or been converted to new uses as at Michaelchurch. Such conversions usually involved stripping out all the old mill machinery, and in many cases even the old watercourses have all but vanished. There is therefore little prospect of revival of the milling tradition in the area despite the gradual re-emergence of demand for stone-ground flour and revival of interest in water mills as environmentally friendly enterprises. There are now only two or three surviving Mills in the area where the wheel can still be driven by water. Although the internal machinery is incomplete, and we can no longer produce flour, it is a pleasure to know that the Corn Mill at Michaelchurch Escley is today one of those lucky few where water power can be harnessed and some of the basic mechanisms that made the early industrial revolution possible can still be seen in action.
Memories
“It was hard work and you worked a good many hours. But you didn’t know anything different. And you had to make your own pleasure. All the young ones came down there and stood on the corner and told yarns. So we’d get to know everything that was going on. I enjoyed it all.”
Warren Lewis - Miller
11. The Corn Mill Today
|
|

Bob and Margaret Steele bought Michaelchurch Mill in 1993. The basic structure of the property had been changed significantly during conversion in 1985, with the old cart shed at the side of the mill being transformed into two-story accommodation, and a new extension and garage built at the rear where the old mill pool had been. The aerial photograph opposite, taken in 1995, shows the new layout; the original mill building is still plain to see as the core of the property adjacent to the Escley Brook.
Despite the conversion, there was much to be done to restore the watercourses and mill machinery to operating condition, working with local craftsmen. The water supply to the mill provided the first set of challenges. The weir on the Escley Brook had partly collapsed and had to be rebuilt to raise the water level to reach the inlet to the mill leat. In some parts the leat itself was heavily silted up and had to be excavated, while elsewhere the banks had been breached or were leaking badly, and had to be consolidated.
|
|
| Installing new sluices c.1996 |

Restoring the water supply was only part of the solution. The original wooden sluice gates were all missing and some temporary metal replacements had rusted beyond use, so new gates, using an original sluice from Cagebrook Mill in Clehonger as a pattern, were built from scratch to control the flow of water. This involved not only some skilful carpentry using local oak, but also finding a foundry able to use hand-made wooden patterns and sand moulds to cast the iron components for a traditional rack and pinion mechanism.
Once the water supply was secured, the last step was to regulate the supply to the wheel. In the days when there was a mill pool, the final sluice releasing water to the penstock was adjacent to the mill and could be controlled relatively easily by the miller.
|
|
| Mill headrace c.1998 |

Since the mill pool was filled in the headrace sluice is now some distance from the mill, and so a new form of water regulation was needed to start and stop the machinery from inside the mill. This was accomplished by inserting a flap in the base of the penstock which can be operated from the cog hole. When opened this diverts the water, which drops behind the wheel into the outrace thus stopping the mill. Closing the flap channels the water over the wheel once again to restart. This arrangement does not stop the machinery instantly; there is no brake on the mill except for a wooden beam that can be dropped across the shroud of the waterwheel to prevent it turning. This arrangement, however, was to hold the wheel in place when it was stationary, and not for use to stop the wheel when it was running. It is said that the only ‘emergency brake’ in a working mill was to throw a few handfuls of grain into the eye of the runner stone. This had the effect of jamming the stones and bringing the machinery to a rapid halt. It was a risky business, however, since the weight and momentum of the rotating stones, wheels and cogs was very considerable and the strain of a sudden stop correspondingly likely to result in something breaking.
After bringing water back to the mill, the next step was to repair and set up the waterwheel and remaining machinery. The waterwheel and pit wheel run on an iron axle, with the total weight of about five tons being supported at each end by a bronze bearing in a cast iron shell. One of the bearings was missing, and the mill had been run for some time in this condition in the 1940’s, damaging both the axle and the bearing shell. In addition, the oak bearer frames supporting the axle and fixing it in position had almost completely rotted away, so that the axle had dropped out of line and the whole assembly was in a very precarious state. All this was made good and the axle realigned to run true and level in its refurbished bearings.
Some of the buckets and backing plates on the waterwheel were badly rusted, so running repairs were made. Then the wedges and packing pieces holding the waterwheel and pitwheel on the axle were renewed where necessary, and readjusted so that the wheels were properly aligned on the shaft and running smoothly. Inside the mill, a section of the great spur wheel was broken away, but fortunately the missing piece was found buried in the rubbish that was cleared out from the wheel pit below. It was salvaged, refitted to fill the gap and then the entire rim of the spur wheel was consolidated with steel bands for strength. The cast iron caps for the axle bearing shells had also found their way into the rubbish, and were salvaged and restored at the same time.
|
|
| Rebuilding the waterwheel, 2002 |

Attention then turned to carpentry work. Some of the foot-square oak timbers in the hursting that supported the bedstones were badly affected by wet rot, and had to be replaced. Manoeuvring such large and heavy timbers in the cramped space was a major challenge, quite apart from the skills needed to fashion the joints and fit them into the original structure. The compass arms supporting the crown wheel in the upright shaft were riddled with woodworm, and had to be removed and renewed. Then several hundred accurately shaped wooden teeth had to be made for the pit wheel and spur wheel, the former being secured in place with nails and the latter with dovetail wedges. When the drive teeth were in place, the upright shaft had to be set vertical, using wedges to lock the upper and lower supporting beams in place. The gears could then be aligned on the shaft and wedged in place to run true and level with the wallower in mesh with the pit wheel. Some grease on the gears and the various shaft bearings, and the machinery was set to turn again.
Finally, in 2002, the waterwheel was completely stripped and rebuilt, restoring it to a standard that should ensure its survival well into the next century. The original cast iron spokes and shrouds, shown in the picture opposite, were still in excellent condition and were wire-brushed to remove surface rust and dirt, then repainted. The buckets and backing plates had to be replaced entirely, and the replacements were fabricated by a firm in Hereford.
The best possible tribute to the enthusiasm and skill of the local craftsmen who completed this work is the fact that the waterwheel and machinery now runs - according to Warren Lewis when he revisited the mill - better than it did when he was working it in the 1930’s.
12. Acknowledgements
Many local people still remember the days when the mill was working, and their recollections have been invaluable. Particular thanks are due to Hilary Engel and Jackie Stewart, whose interviews with Warren Lewis are a priceless record of his memories of how things were from the man in the best position to know - the miller himself. The help of the staff and facilities of the County Records Office in Hereford, and the work of other local historians has also been key to revealing some of the mysteries of our legacy from the past.
Bob Steele
July 2007
Ref: rs_ewy_400